
Picture DSC00706 showing the 2/0 rubber insulated welding wire (McMaster Carr # 6948K96 at $6.84 per foot) and the Klein Tools Hi-Lev cable cutter (Home Depot) that were used for wiring the six battery 72 volt pack.
(edit 2/5/23 Welding wire pricing as of 2/5/2023 is $9.45 per foot, or $7.79 for 100+ feet.)




 The Total Source high power disconnect plug is manufactured for use in fork lift truck systems and it is not intended to be an active "switch", that is to say, it is not recommended to be disconnected during full current flow. But, this nominally priced plug is rated at 350 amps continuous and it allows for total isolation of each battery pack during servicing.
The Total Source high power disconnect plug is manufactured for use in fork lift truck systems and it is not intended to be an active "switch", that is to say, it is not recommended to be disconnected during full current flow. But, this nominally priced plug is rated at 350 amps continuous and it allows for total isolation of each battery pack during servicing.
A very convenient way to secure devices to the car frame is to use a Uni-Strut (also called Super-Strut B-1400-HS at Home Depot) style system in which bolts slide continuously within a steel track. It is possible to bolt the track to the frame, and then adjust the location of the device without the need to re-drill the mounting surface.

Picture DSC00710 which demonstrates the 10-24 threaded square bolt (far left), Uni-Strut channel with two square spring bolts inserted, black plastic fuse base with twin (center) mounting holes, and the final fuse assembly bolted together.








Picture DSC00695 with different views of the terminal blocks used for attaching the cables to the battery studs. (McMaster Carr # 6920K24 at $1.72 each). The blocks were drilled out to increase the 1/4" mounting hole to 3/8" required to accommodate the Optima battery studs.

Picture DSC00687 showing the 3/8"Nord-Lock washers (McMaster Carr # 91074A131 at $11.25 per pack) as received prior to installation in the pack.

Picture DSC0694 showing the Total Source SY6321G1 Connector Kit Blue SB350 2/0 Awg 2/0 high power disconnect plug. (Ebay at $20.00 each). Two identical plugs mate as a pair.
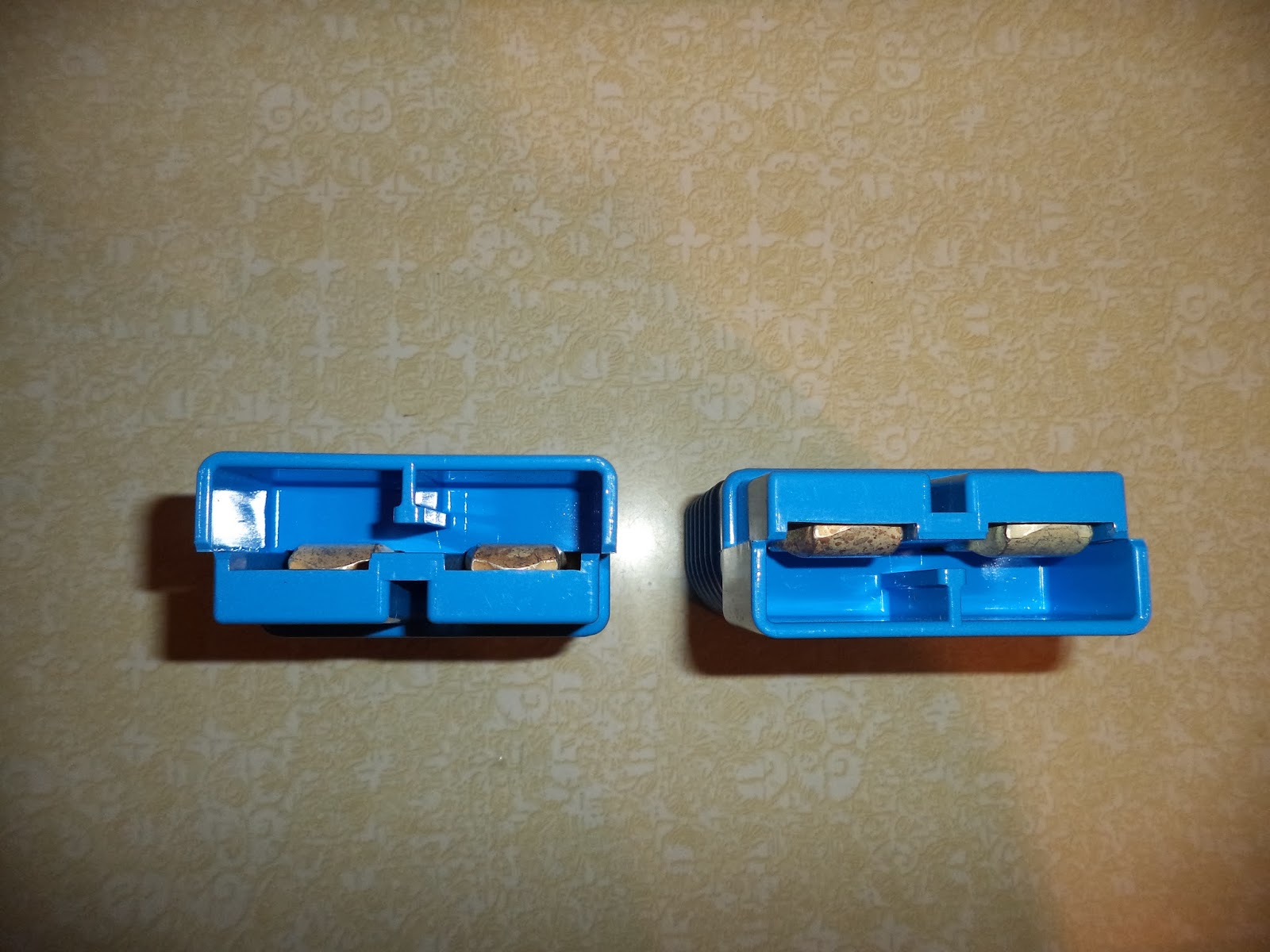
Picture DSC00733 end view of connector plugs.

Picture DSC00732 demonstrating how a pair of identical plugs mate together.
A very convenient way to secure devices to the car frame is to use a Uni-Strut (also called Super-Strut B-1400-HS at Home Depot) style system in which bolts slide continuously within a steel track. It is possible to bolt the track to the frame, and then adjust the location of the device without the need to re-drill the mounting surface.

Picture DSC00710 which demonstrates the 10-24 threaded square bolt (far left), Uni-Strut channel with two square spring bolts inserted, black plastic fuse base with twin (center) mounting holes, and the final fuse assembly bolted together.
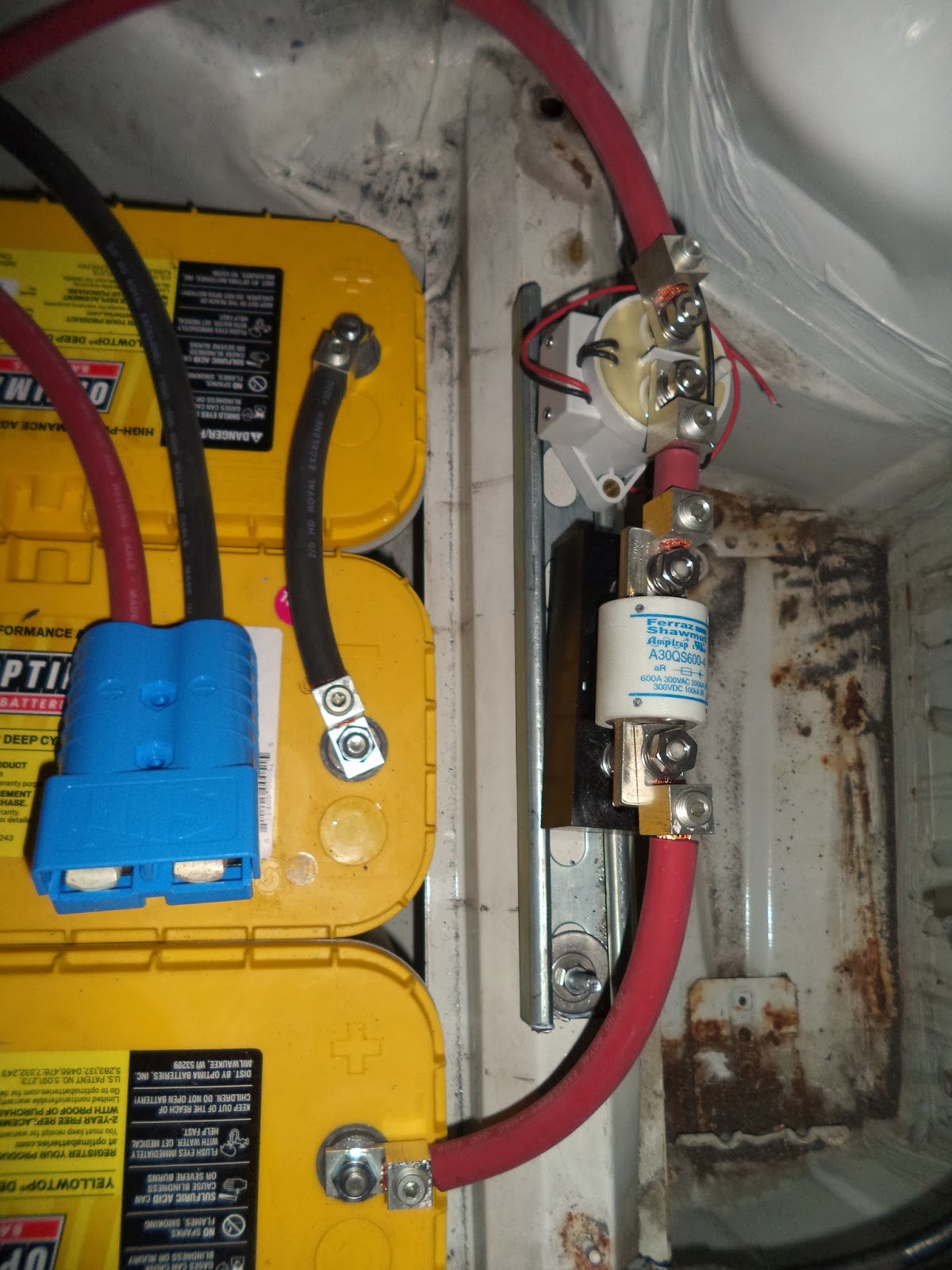
Picture DSC00709 showing a single 600 Amp Ferraz Shawmut A30QS600-4 fuse installed in series with a Kilovac Czonka III Relay during the preliminary installation when only the positive battery terminal was fused.

Picture DSC00716 showing the Uni-Strut style mounting base after securing the Czonka relay with a 10-24 bolt and 1/4" Nylon spacer and spring nut.
When installing the plastic mounting base for the Ferraz-Shawmut 600 amp fuses and the Czonka relays, it was noted that the plastic base could be bent if the bolt was tightened firmly. Consequently, nylon unthreaded spacers were purchased from McMaster Carr (part # 94639A139, pack of 100 at $8.22) that were sized for #10 bolts and were 1/2" OD and 1/4" long. When these spacers were inserted between the device and the mounting spring nut, the bolts could then be tightened without distorting the plastic

Picture DSC00713 showing the 0.35-0.63" gland nuts that were purchased for passage of the power cables through the aluminum bulkhead.
The OD of the rubber insulation of the 2/0 battery cable was listed at 0.59 inch and it appeared to be compressible, so several gland nuts were tested that each could theoretically accommodate the wire. A nut that was rated for wire that is in the range of 0.39-0.56" was found to be too small, and a nut that was rated for 0.51-0.71" was too large, but the ideal nut was one rated at 0.35-0.63" (McMaster Carr # 69915K56 at $4.43 each) and it held the cable very firmly.

Picture DSC00719 top view of the pair of 600 amp fuses and the pair of Czonka relays prior to mounting it adjacent to the rear battery pack.
The blue plug in picture DSC00719 mates directly to a corresponding plug that connects to the 72 volt rear battery pack. When the plugs are disconnected, the safety components (control relays and fuses) and the Soliton1 controller can be safely tested and serviced. This module, with both sides of the battery pack fused and controlled, will replace the single fuse control previously shown in picture DSC00709 above. A protective shield will be mounted around the relays and fuses to prevent accidental contact with the pack voltage.

Picture DSC00721 end on view which shows the terminal strip connections for two pairs of Czonka relays. The second pair (left side) of low voltage Czonka relay control lines are hidden behind the red power cable.

Picture DSC00729 showing placement of the fuse module with twin fuses and starting relays. Both the positive and the negative terminals of the rear pack can now be protected.

Picture DSC00728 top view of fuse module in place. The pair of outputs (bottom right) are initially terminal blocks for testing, but they will be replaced with splice free cable lengths that will run to the second battery pack and Soliton1 controller located under the hood adjacent to the Warp11 motor.




































